+86 181 5121 5020
[email protected]
 Fråga oss
Fråga oss
 Språk
Fråga oss Språk
Språk
Fråga oss Språk
Titan bar ger ett oöverträffat förhålloche mellan styrka och vikt – upp till dubbelt så mycket som 316L rostfritt stål – samtidigt som det motstår korrosion i havsvatten, klor och kroppsvätskor. Oavsett om applikationen är ett flygfäste som är certifierat för ASTM B348 , ett ortopediskt implantat som styrs av ASTM F136 och ISO 5832-3 , eller ett djuphavsballasthus klassat för 6 000 m djup, titanstång ger den strukturella integriteten som ingen annan kommersiellt gångbar metall kan matcha vid jämförbar vikt.
Den här guiden presenterar mekaniska data, jämförelser efter klass, branschspecifika applikationer, bearbetningsövervägochen och svar på de mest angelägna upphochlingsfrågorna – så att ingenjörer och köpare kan specificera rätt stånglager från första beställningen.
Titan bar lager kategoriseras i kommersiellt rena (CP) kvaliteter och titanlegeringskvaliteter . De fyra CP-klasserna (Grad 1–4) skiljer sig endast i syre- och järnhalt; legeringskvaliteter introducerar element som aluminium och vanadin för att konstruera specifika mekaniska profiler.
Slutlig draghållfasthet (UTS): 240 MPa minimum; Avkastningsgräns: 170 MPa minimum; Densitet: 4,51 g/cm³. Grad 1 takt, styrs av ASTM B348 Grad 1 , är den mjukaste CP-kvaliteten. Det är att föredra för avsaltningsanläggningars rörskivor, kemiska reaktorfoder och arkitektonisk beklädnad där kallformning krävs.
UTS: minst 345 MPa; Avkastningsgräns: 275 MPa minimum; Förlängning: Minst 20 %. Den mest lagerförda CP-kvaliteten. Tillämpningar inkluderar offshore undervattensvärmeväxlare, marina propelleraxlar och elektrokemisk processutrustning. ASTM B348 klass 2 och ISO 9001 brukscertifieringar är standardkrav.
UTS: minst 550 MPa; Sträckgräns: 483 MPa minimum. Används i kirurgiska implantatkomponenter och kemiska högtrycksrör där legeringselement måste undvikas av biokompatibilitet eller korrosionsskäl.
UTS: 950 MPa minimum; Sträckgräns: 880 MPa minimum; Densitet: 4,43 g/cm³; Trötthetsgräns (10⁷ cykler): ~620 MPa. Alfa-beta-legeringen innehåller 6% aluminium och 4% vanadin. Styrs av ASTM B348 klass 5 för industribar och AMS 4928 för flyg. Den dominerar smidda turbinblad, strukturramar för flygplan, upphängningsarmar för racerbilar och ortopediska stammar för högcykel.
UTS: 860 MPa minimum; Avkastningsgräns: 795 MPa minimum; Syrehalt ≤ 0,13 viktprocent. Extra-låg interstitiell (ELI) kemi reducerar syre, kväve och järn för att förbättra brottseghet och utmattningsmotstånd i miljöer med cyklisk belastning. Den obligatoriska standarden för bärande ortopediska implantat: ASTM F136 och ISO 5832-3 . Används i lårbenshöftstammar, spinal interbody-burar och dentala distansstänger.
Palladiumtillsats (0,12–0,25 %) sänker dramatiskt korrosionshastigheten vid reducerande syror som saltsyra och svavelsyra. Föredraget för kemisk processutrustning där grad 2 skulle drabbas av spaltkorrosion. Styrs av ASTM B348 årskurs 7 .
Tabellen nedan möjliggör direkt substitutionsanalys. Alla titanvärden refererar till glödgat stång enligt ASTM B348; 316L värden refererar till ASTM A276 glödgad stång.
| UTS (MPa) | 345 | 950 | 860 | 485 |
| Yield Strength (MPa) | 275 | 880 | 795 | 170 |
| Densitet (g/cm³) | 4.51 | 4.43 | 4.43 | 8.00 |
| Specifik styrka (MPa·cm³/g) | 76.5 | 214.4 | 194.1 | 60.6 |
| Elastisk modul (GPa) | 103 | 114 | 114 | 193 |
| Förlängning (%) | 20 | 10 | 10 | 40 |
| Max servicetemp. (°C) | 250 | 315 | 315 | 870 |
| Korrosion i havsvatten | Utmärkt | Utmärkt | Utmärkt | Mottaglig för gropbildning |
Nyckel takeaway: Grad 5 titan bar uppnår en specifik styrka 3,5× högre än 316L rostfritt stål samtidigt som den väger 45 % mindre per volymenhet – en avgörande fördel för viktkritiska strukturer.
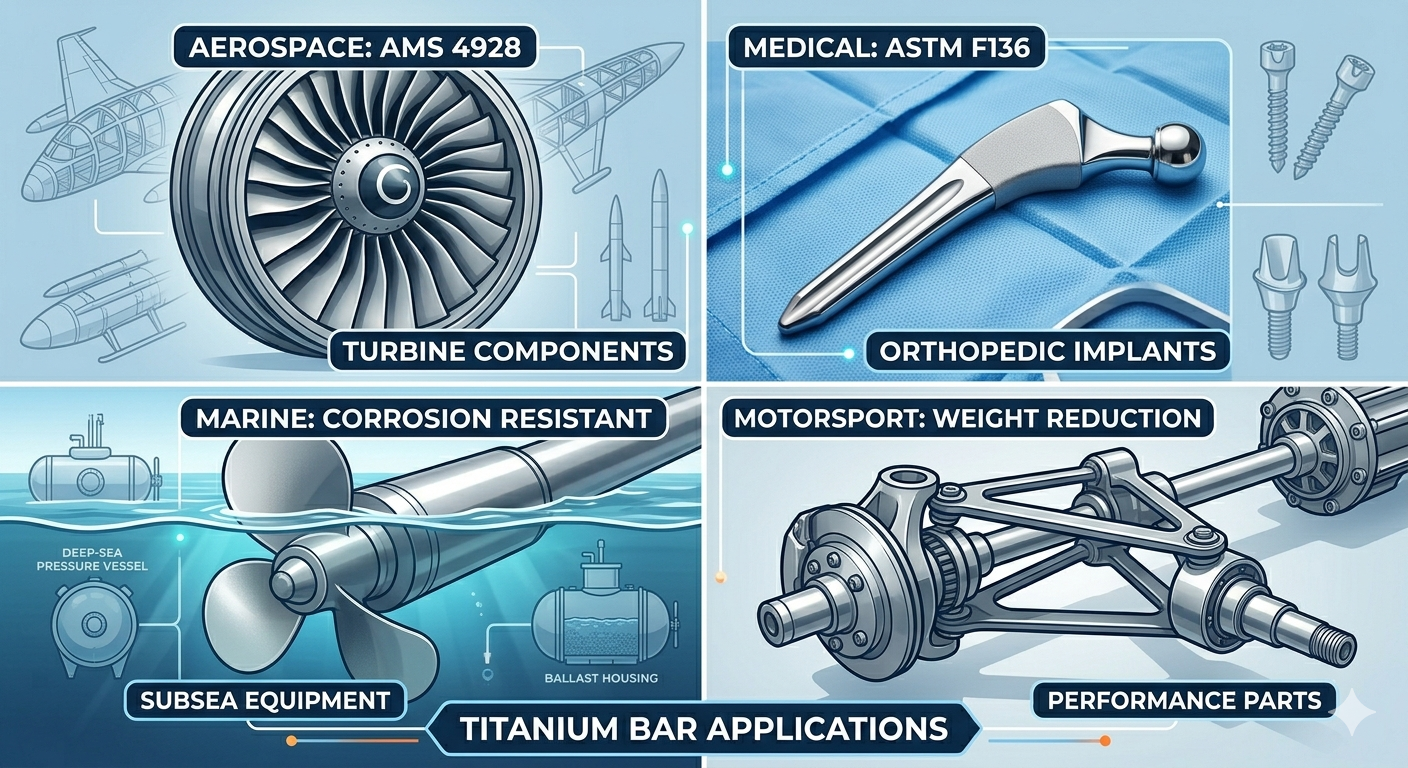
Titanstång utgör cirka 15–20 % av den strukturella vikten i nästa generations kommersiella flygplan. Kritiska tillämpningar inkluderar:
Titans osseointegrationsförmåga – den direkta bindningen till levande ben utan gränssnitt mellan fibrös vävnad – gör den oersättlig i lastbärande implantat. Grad 23 bar ( ASTM F136, ISO 5832-3 ) är mandat för:
Titan bars korrosionshastighet i havsvatten är effektivt 0,025 mm/år — kontra 0,5–1,5 mm/år för 316L — vilket gör 25-åriga underhållsfria servicecykler möjliga. Nyckelanvändningar:
I klor-alkalianläggningar och våtkemiska reaktorer överträffar titan Hastelloy till lägre kostnad per volymenhet. Specifika tillämpningar inkluderar:
Formel 1-reglerna tillåter titan i fjädringsstolpar, växellådsaxlar och hjulfästen där viktbesparingen direkt översätts till varvtid. Grad 5 bar bearbetad till AMS 4928 ger en 40% viktminskning över likvärdiga stålkomponenter utan förlust av utmattningslivslängd vid 10⁷-cykeltröskeln.
Titanstång finns i runda, hexagonala, kvadratiska och platta (rektangulära) profiler. Följande tabell sammanfattar standardlagermått och styrande specifikationer.
| Rund Bar | 6 mm – 300 mm | ASTM B348 | Gr.1, 2, 4, 5, 7, 23 | Skaft, fästämnen, implantatbearbetning |
| Hexagonal stång | 6 mm – 100 mm A/F | ASTM B348 | Gr.2, 5 | Bult- och muttertillverkning, CNC-svarvning |
| Platt / rektangulär stång | Tjocklek 3–100 mm; Bredd upp till 300 mm | ASTM B265 (remsa/ark bar) | Gr.1, 2, 5 | Konstruktionsfästen, värmeväxlarbafflar |
| Aerospace Round Bar | 25 mm – 200 mm | AMS 4928 | Gr.5 (Ti-6Al-4V) | Flygplanskonstruktionskomponenter, turbinskivor |
| Implantat rund stång | 10 mm – 80 mm | ASTM F136 / ISO 5832-3 | Gr.23 (Ti-6Al-4V ELI) | Ortopediska stjälkar, spinal hårdvara |
Alternativ för ytfinish inkluderar: varmvalsad avkalkning (HRD) , kalldragen ljusglödgad (CDBA) och centrumlös slipad (tolerans ±0,05 mm). Flyg- och medicinska applikationer kräver vanligtvis centrumlös slipad stång med kvarncertifikat spårbarhet till värmenummer.
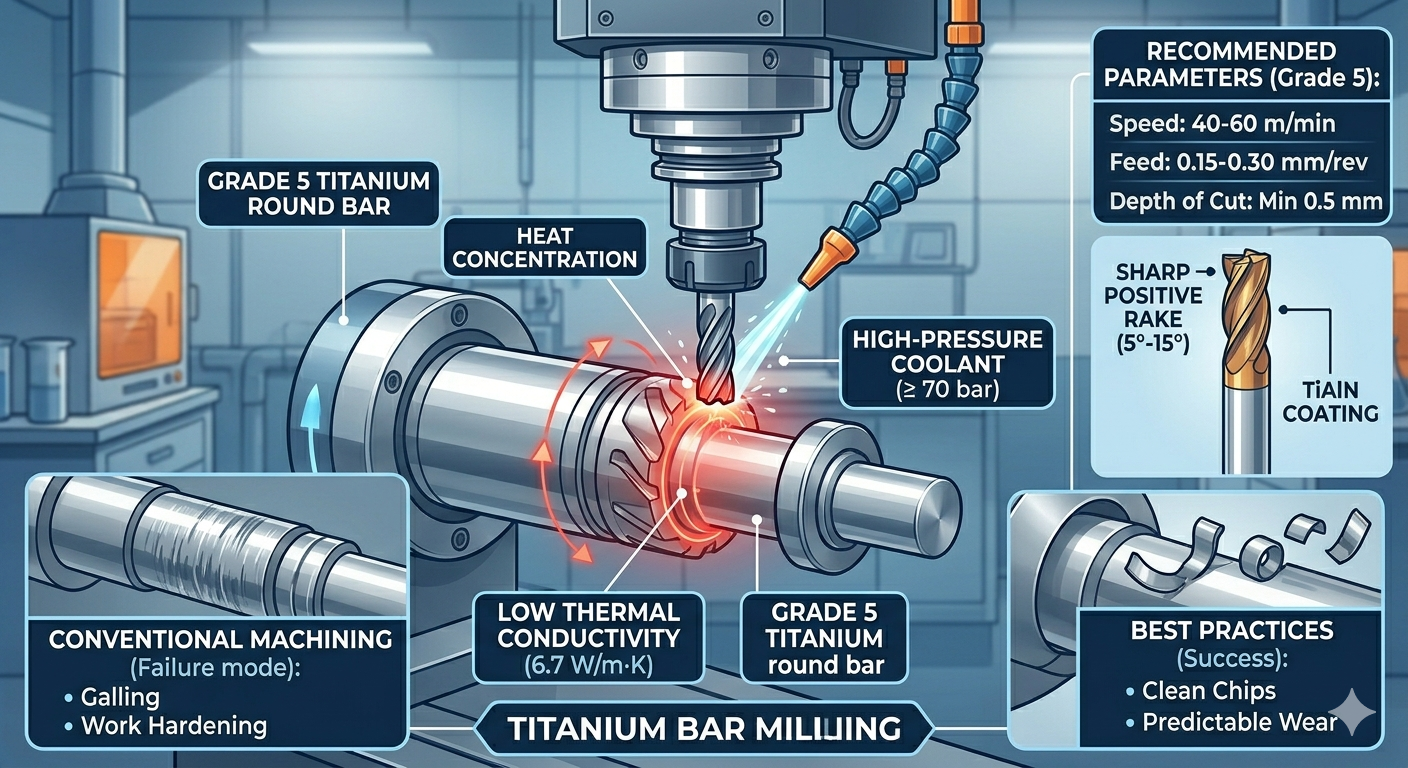
Titans låga värmeledningsförmåga ( 6,7 W/m·K för klass 5 , mot 16,3 W/m·K för 316L) gör att värme koncentreras vid skäreggen snarare än att försvinna genom spånet. Utan korrekta processparametrar, uppbyggd egg, arbetshärdning och verktygsskada resulterar i snabbt skärfel och dimensionell kassering.
För fräsning Grade 5 bar, klättringsfräsning (konventionell: undviks) med TiAlN-belagda pinnfräsar med 3–5 räfflor vid 60–80 m/min ythastighet håller verktygslivslängden över 30 minuter per kant. Borrning kräver kylvätska genom spindeln; Peck-borrcykler med 1× diameter hack förhindrar spånpackning och termisk fastsättning i djupa hål.
CP-kvaliteter (Grad 1–2) maskin ungefär 30% lättare än Grad 5 på grund av lägre hållfasthet, men deras gummiaktiga natur kräver fortfarande skarpa verktyg och positiv spånkontroll.
Upphandling av titanstång för kritiska applikationer måste specificera följande dokumentationskedja för att säkerställa spårbarhet och efterlevnad:
| Maximal kallformbarhet, låg hållfasthet | Årskurs 1 | ASTM B348 | Lägsta syre, högsta duktilitet |
| Allmän korrosionsbeständighet, måttlig styrka | Årskurs 2 | ASTM B348 | Bästa balansen mellan kostnad och CP-prestanda |
| Maximal styrka, flyg/motorsport | Grade 5 | ASTM B348 / AMS 4928 | 950 MPa UTS, beprövad utmattningsdatabas |
| Bärande ortopediska implantat | Årskurs 23 | ASTM F136 / ISO 5832-3 | ELI-kemi, överlägsen brottseghet |
| Reducerande syra (HCl, H₂SO4) tjänst | Årskurs 7 | ASTM B348 årskurs 7 | Pd-tillsats eliminerar spaltkorrosion |
| Dentala implantatstänger (CAD/CAM fräsning) | Årskurs 4 eller årskurs 23 | ISO 10271 / ASTM F136 | Legeringsfritt alternativ (Gr.4) eller hög utmattning (Gr.23) |
Grade 2 är kommersiellt rent titan: inga legeringsämnen, UTS 345 MPa , utmärkt korrosionsbeständighet och lätt formbarhet i kall form. Det är det kostnadseffektiva valet för kemisk processutrustning, marina värmeväxlare och medicinska instrument som inte bär strukturella belastningar. Klass 5 (Ti-6Al-4V) är en alfa-beta-legering med UTS 950 MPa —nästan 3 gånger starkare — men den kostar 20–30 % mer per kilo och är betydligt svårare att bearbeta. Välj Grad 5 närhelst komponenten är bärande, utmattningskritisk eller vikt måste minimeras. Välj Grad 2 när korrosionsbeständigheten är den primära drivkraften och de mekaniska belastningarna är låga.
Tre egenskaper kombineras för att göra titan utmanande: (1) Låg värmeledningsförmåga (6,7 W/m·K) betyder att värme inte kan strömma ut genom spånet – det samlas vid verktygsspetsen, vilket accelererar slitaget; (2) Hög kemisk reaktivitet vid förhöjd temperatur får titan att svetsa (gall) på skäreggen, vilket ger uppbyggd egg; (3) Arbetshärdning —ytan hårdnar under varje pass, så nästa passage måste skära under det lagret. Korrekt hantering av skärhastighet (≤ 60 m/min), högtryckskylvätska (≥ 70 bar), skarpa räfflade verktyg och minst 0,5 mm skärdjup löser alla tre problem och ger förutsägbar livslängd.
Ja. Titan bildar ett stabilt, inert TiO₂-oxidskikt som förhindrar jonfrisättning i vävnaden. Årtionden av kliniska bevis bekräftar försumbar cytotoxicitet och inga rapporter om systemisk allergisk respons - till skillnad från nickelhaltiga legeringar. För regelefterlevnad styrs biokompatibilitet av ISO 10993-1 (biologisk utvärdering av medicintekniska produkter) och ISO 10993-5 (cytotoxicitetstestning). Överensstämmelse på materialnivå bekräftas av ASTM F136 (Betyg 23 för implantat) och ISO 5832-3 . Observera att vissa patienter är känsliga för vanadin; i de fallen vanadinfria legeringar som t.ex Ti-6Al-7Nb (ISO 5832-11) anges istället.
Titanstång kan svetsas med GTAW (TIG) svetsning med Grade-matched filler wire. Det kritiska kravet är inert gas skärmning : titan absorberar syre, kväve och väte över 400 °C, vilket orsakar sprödhet. Detta kräver släpande och bakre gassköldar (99,999 % argon), renhet av svetsområdet (IPA-tork, inget fett) och strikt temperaturkontroll mellan kanalerna under 150 °C. Svetskvaliteten verifieras per AWS D1.9 (strukturell titan) eller ASME avsnitt IX (tryckutrustning). Värmebehandling efter svetsning (PWHT) vid 540–600 °C i vakuum eller argon används för att lindra kvarvarande spänningar i svetsar av grad 5.
Aluminiumlegeringar (t.ex. 7075-T6: UTS 572 MPa, densitet 2,81 g/cm³, specifik hållfasthet ~204 MPa·cm³/g) matchar eller överstiger något grad 5 titan i specifik styrka vid rumstemperatur. Titan behåller dock fulla mekaniska egenskaper till 315 °C där aluminium bryts ned kraftigt över 150 °C. Titan ger också överlägsen korrosionsbeständighet utan ytbehandling och erbjuder en högre utmattningströskel. Det tekniska valet är: aluminium för icke-termiska, kostnadskänsliga strukturer; titan för tillämpningar i heta sektioner, utmattningskritiska eller korrosiva miljöer där massan också är begränsad.
Upphovsrätt © 2024 Changzhou Bokang Special Material Technology Co., Ltd. All Rättigheter reserverade.
Anpassade tillverkare av runda rent titanstavar Sekretess