Vilka steg omfattar titanplåtvalsningen (såsom initial valsning, varmvalsning, kallvalsning, etc.)? Vilken typ av valsverk används? Hur styr man rullningstemperaturen och reduktionen för att säkerställa enhetlig mikrostruktur och prestanda hos plattan?
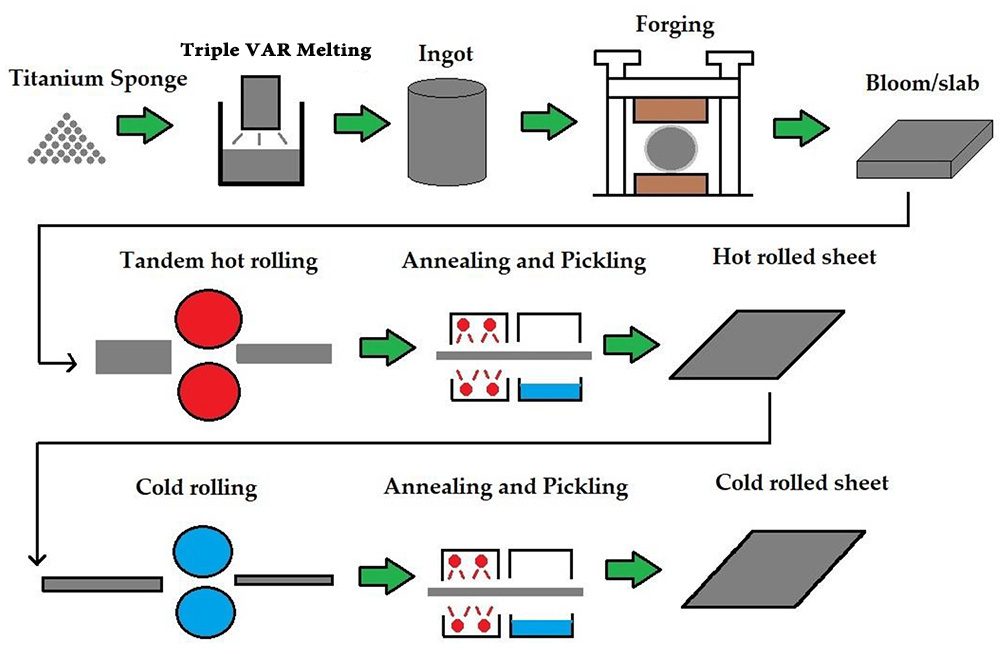
Rullningen av titan och titanlegeringsplattor är en komplex process som integrerar materialvetenskap, mekanisk styrning och processoptimering. Dess processflöde kan delas in i tre kärnsteg: initialvalsning, varmvalsning och kallvalsning. Varje steg motsvarar specifik valsverksutrustning och processparametrar.
(1) Inledande rullningssteg
Den första valsningen använder vanligtvis ett tvåvals reversibelt valsverk. Dess huvuduppgift är att bryta den kolumnformiga kristallstrukturen hos titanlegeringsgötet och uppnå initial plastisk deformation. I detta skede måste götsuppvärmningstemperaturen kontrolleras strikt (vanligtvis 30-50 ℃ ovanför β-fasområdet), och gjutdefekter måste elimineras genom flera omgångar av valsning med liten deformation (reduktion per passage ≤15%). Changzhou Bokang Special Material Technology Co., Ltd. har avsevärt förbättrat mikrostrukturens enhetlighet i det inledande valsningssteget genom att optimera göthomogeniseringsprocessen och kombinera numerisk simulering för att förutsäga deformationsmotstånd.
(2) Varmvalsningssteg
Varmvalsning använder ett fyrvals irreversibelt valsverk eller ett universellt valsverk för att utföra stor deformationsbearbetning i α β tvåfasområdet. I detta skede raffineras kornen genom dynamisk omkristallisation, och den slutliga rullningstemperaturen (vanligtvis inte mindre än 850 ℃) måste kontrolleras för att säkerställa materialets plasticitet. En värmeugn av boxtyp används tillsammans med ett induktionsvärmekompensationssystem för att uppnå en temperaturnoggrannhet på ±10 ℃. Fördelningen av varmvalsningsreduktion följer ""pyramid""-principen, det vill säga att de första passen använder 20-25% reduktion, och de efterföljande passagen ökar gradvis till 35-40%, kombinerat med en snabb vattenkylningsprocess mellan passagen för att effektivt undvika överdriven spannmålstillväxt.
(3) Kallvalsningssteg
Kallvalsning utförs på ett fyra- eller sexvals kallvalsverk, främst för att förbättra plåtens ytkvalitet och dimensionella noggrannhet. Det är nödvändigt att använda flera pass med liten deformationsvalsning (engångsreduktion ≤10%) kombinerat med en mellanliggande glödgningsprocess, och den kumulativa deformationen kan nå mer än 80%. Changzhou Bokang har ökat plåtformens kontrollnoggrannhet till ±5μm genom att introducera roller cross-teknologi. Ytråheten på de medicinska titanplattorna som den producerar är Ra≤0,2μm, vilket når den internationella ledande nivån.
Valet av titanvalsutrustning påverkar direkt kvaliteten på den slutliga plattan och måste utformas enligt materialegenskaperna:
(1) Val av valsverkstyp
Primärt valsverk: Ett reversibelt valsverk med två valsar med sluten ände används, utrustad med ett hydrauliskt AGC (automatisk tjocklekskontroll)-system, och valsdiameterförhållandet kontrolleras mellan 1,8-2,2 för att optimera betttillståndet
Varmvalsverk: Ett fyrvals irreversibelt valsverk används, med en arbetsvalsdiameter på 350-400 mm och en stödvalsdiameter på 1400-1600 mm, utrustad med ett bockningsvalssystem och en valsväxlingsanordning, och plåtformens kontrollnoggrannhet når ±15I
Kallvalsverk: Ett UC/VC kombinerat valssystem med sexvalsvals används, det axiella växlingsslaget för mellanvalsen är ±150 mm, och en laserhastighetsmätare och tjockleksmätare används för att uppnå kontroll med sluten slinga
(2) Materialoptimering av valssystemet
Arbetsvalsen är gjord av högkrom järnbaserad legering (Cr12MoV), och ytan är besprutad med en CrN/Al2O3-kompositbeläggning med en hårdhet på mer än HV1200, som effektivt motstår titanvidhäftning. Stödvalsen använder oändlig kyld gjutjärnscentrifugalgjutningsteknik, och rullytans hårdhetsgradientskillnad kontrolleras inom HS15 för att säkerställa stabiliteten hos rullen.
Noggrann kontroll av temperatur och deformation är nyckeln för att säkerställa enhetligheten hos titanplattans struktur och prestanda, och en kontrollmodell med flera parametrar måste upprättas.
(1) Temperaturkontrollsystem
Uppvärmningsprocess: Ett trestegs värmesystem används (förvärmningssektion 600-700 ℃/isoleringssektion 850-950 ℃/värmesektion 900-980 ℃), och en infraröd termometer används för att uppnå temperaturövervakning i realtid
Valsningsprocesstemperaturkontroll: I det avslutande valsningssteget används ett valsspraysystem (vattenvolymkontrollnoggrannhet ±0,5L/min) och ett motståndsvärmekompensationssystem används för att kontrollera temperaturfluktuationen för det valsade stycket inom ±20℃
Slutlig rullningstemperaturhantering: Temperaturfältsfördelningen förutsägs genom simulering av finita element, och en temperaturväntetidsmodell mellan passagen upprättas för att säkerställa temperaturen på det rullade stycket. Se till att den slutliga rullningstemperaturen inte är mindre än 50 ℃ under fasomvandlingspunkten
(2) Algoritm för att optimera reduktionen
Multi-pass reduktionsfördelning: Baserat på materialarbeteshärdningsmodellen används en genetisk algoritm för att optimera fördelningen av reduktionen i varje pass för att säkerställa att deformationen av varje pass är "parabolisk"
Dynamisk reduktionsjustering: Rullkraften övervakas i realtid av en tryckmätare, och den suddiga PID-kontrollalgoritmen används för att automatiskt justera minskningen för att kompensera för rullgapets studs (kompensationsnoggrannhet ±0,02 mm)
Begränsa deformationskontroll: Upprätta ett kritiskt reduktionskriterium (ε_c=0,6σ_s/K), där K är materialbearbetningshärdningskoefficienten, se till att enkelpassagereduktionen inte överstiger 85 % av det kritiska värdet
(3) Åtgärder för att säkerställa enhetlighet i strukturen
Kornstorlekskontroll: Styr volymfraktionen för dynamisk omkristallisation genom Z-parametern (Z=ε·exp(Q/RT)), och håll Z-värdet mellan 10-15 för att erhålla enhetliga likaxliga korn
Texturoptimering: Använd korsvalsningsprocess (rotera plåten 45° per passage), kombinerat med asynkron rullningsteknik (skillnaden i linjehastighet mellan de övre och nedre rullarna är 10-15%), för att effektivt försvaga basytans struktur
Restspänningskontroll: Genom den dragspänning-kompressiva spänningen alternerande rullningsprocessen, i kombination med Stress relaxation behandling under glödgning kontrollerar kvarvarande spänning inom ±20MPa
Titanplåtvalsningsprocessen kräver upprättandet av ett kvalitetskontrollnätverk för hela processen. Changzhou Bokang har klarat ISO9001/ISO13485-systemcertifieringen och byggt ett kvalitetskontrollsystem i tre nivåer av "råvaruinspektion-processövervakning-testning av färdig produkt":
Onlinedetektering: utrustad med plattformsmätare, tjockleksmätare, ytdetektor, för att uppnå onlinekontroll av tjocklekstolerans ±0,02 mm och plattformstolerans ±8I
Organisationsdetektering: EBSD-teknik används för att analysera kornorientering för att säkerställa att kornstorlek ASTM Grade 8 har ett finförhållande på ≥90 %
Prestandaverifiering: De mekaniska egenskaperna verifieras genom dragprovning, slagprovning och korrosionstest. Draghållfastheten hos titanplåt av medicinsk kvalitet är ≥850MPa och töjningen är ≥18%, vilket uppfyller ASTM F136-standarden
Icke-förstörande testning: Ultrasonic phased array-teknologi används för att upptäcka interna defekter för att säkerställa 100 % feldetektering
För närvarande visar titanplåtvalsningsteknik tre stora utvecklingstrender:
Intelligent rullning: En virtuell rullande modell etableras genom digital tvillingteknologi för att uppnå online-optimering av processparametrar;
Near-net forming-teknologi: Utveckla ultratunn titanplåtsteknik för kontinuerlig rullning för att uppnå kontinuerlig produktion av 0,016-tums ultratunna plåtar;
Grön tillverkningsteknik: Elektroplastisk valsningsteknik (EPR) används för att minska valstemperaturen med 30-50°C och minska energiförbrukningen.
 Fråga oss
Fråga oss
 Språk
Språk